- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski

Alüminyum ekstrüzyon astarını okumanız ve anlamanız için on dakika
2025-02-21
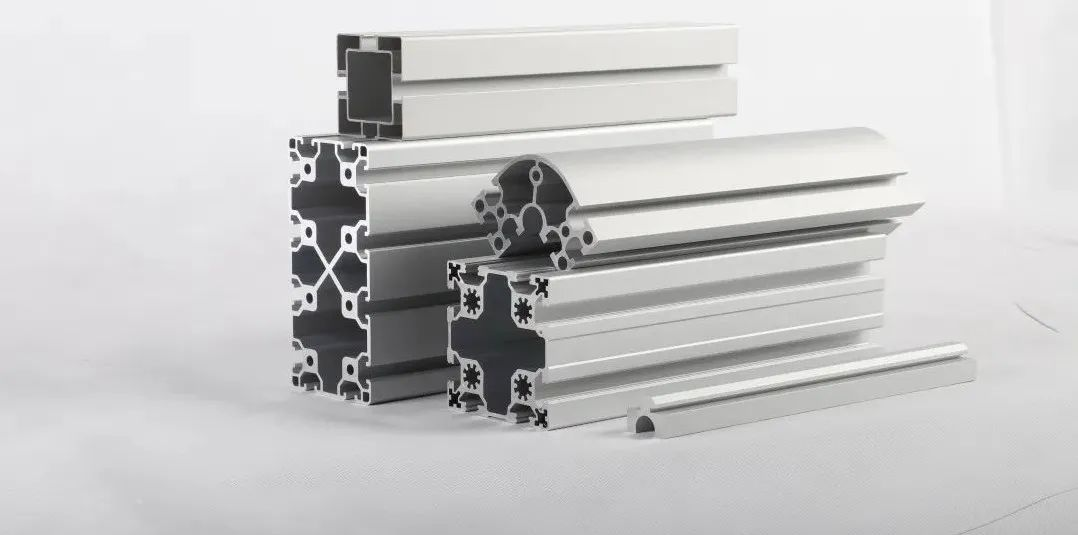
Her şeyden önce, alüminyum profillerin oluşumunu, yani eritme ve döküm, ekstrüzyon ve yüzey işleminin üç işlemi yoluyla alüminyum külçe veya çubukları anlamak. Bu, farklı kesit şekillerine sahip alüminyum profiller ile sonuçlanır. Alüminyum Ingot, alüminyum çubuk, tüm alüminyum profillerin en ilkel malzemesi, 8-12 metre uzunluğu, d90mm, d105mm, d120mm, d178mm dört çeşit, iç geleneksel 6063 malzemedir.
1, döküm alüminyum üretiminin ilk işlemi, malzemeler için ana işlem, eritme, döküm.
2 、 Ekstrüzyon, önce bir kalıp oluşturmak için kesit tasarımından profil kalıplamanın aracıdır ve daha sonra ekstrüderleri kalıptan oluşmak için ısıtmalı yuvarlak dökme çubuğunu ekstrüde etmek için kullanın.
3 、 Yüzey işlemi, genellikle yaygın olarak kullanılan profil yüzeyinin tedavisidir, yüzey görsel efektlerinin bir kum yüzeyi, parlak beyaz ve oksidasyon boyası sunmak için anodize alüminyumdur.

Bitmiş alüminyum profiller iki kategoriye ayrılabilir, biri esas olarak günlük yaşamımızda kullanılan mimari alüminyum profillerdir, örneğin alüminyum kapılar ve pencereler, hayatımızdaki alüminyum perde duvarı her yerde görülebilir; Diğeri, esas olarak otomatik makine ve ekipman gibi endüstriyel üretim ve imalatta kullanılan endüstriyel alüminyum profiller, koruyucu kapağın iskeleti ve şirketleri, montaj hattı konveyör bantları, asansörler, dağıtım makineleri, raflar ve temiz oda ile büyük makine ve ekipman gereksinimlerine göre şirketlerdir.
Alüminyum profil üretim süreci kısaca :
Eritme ve döküm
Erime ve döküm alüminyum üretiminin ilk sürecidir, ana süreç:
(1) Malzemeler: Üretilmesi gereken spesifik h *** sayısına göre, eklenecek çeşitli alaşım bileşenlerinin miktarını hesaplayın ve çeşitli hammaddelerle makul bir şekilde eşleşin.
(2) Erime: Hammaddeler eritme fırını eritilmesine birleştirmek için işlem gereksinimlerine göre ve cüruf içindeki eriyik, gaz etkili bir şekilde çıkarılmış, gazlı, yırtılmasız rafinasyon araçları aracılığıyla eşleştirilecektir.
(3) Döküm: Erimiş alüminyum sıvı soğutulur ve belirli döküm işlem koşulları altında derin kuyu döküm sistemi yoluyla yuvarlak döküm çubuklarının çeşitli özelliklerine dökülür.
Sıkma
Ekstrüzyon, profil kalıplamanın aracıdır. İlk olarak kalıptan üretilen profil ürün enine kesit tasarımına göre, ekstrüder kullanımı kalıp ekstrüzyonu oluşturmadan yuvarlak dökme çubuk ısıtılacaktır. Yaygın olarak kullanılan derece 6063 alaşımı, ekstrüzyonda, ısıl işlem güçlendirmeyi tamamlamak için hava soğutmalı bir söndürme işlemi ve sonraki yapay yaşlanma işlemi de kullanır. Farklı ısıl işlem görülebilir takviyeli alaşımlar farklı ısıl işlem rejimlerine sahiptir.
Renklendirme (önce burada oksidasyon sürecine odaklanacağız)
Oksidasyon: Ekstrüde alüminyum alaşım profili, yüzey korozyon direnci güçlü değildir, korozyon direncini, aşınma direncini ve alüminyum estetiğin ortaya çıkmasını arttırmak için anodik oksidasyon yüzey işleminden olmalıdır.
www.zgmetalceiling.com
https://www.zgmetalceiling.com/c-hannel-grid-system-rectigular-alüminum-etal-beyes.html
Ana süreçleri:
(1) Yüzey ön tedavisi: Tam, yoğun bir yapay oksit filminin edinilmesini kolaylaştırmak için profilin yüzeyini temizlemenin kimyasal veya fiziksel yöntemleri çıplak saf matris. Ayna (Mat) yüzeyi mekanik araçlarla da elde edilebilir.
(2) Anodik oksidasyon: Profilin yüzey ön tedavisinden sonra, belirli işlem koşulları altında, substrat yüzeyi anodik oksidasyon meydana gelir, bu da AL2O3 film katmanının yoğun, gözenekli, güçlü bir adsorpsiyon tabakası oluşturur.
(3) Gözenekli Sızdırmazlık: Anodik oksidasyondan sonra üretilen gözenekli oksit filminin gözenekli membran gözenekleri kapalıdır, böylece oksit film anti-kirlilik, korozyona dirençli ve aşınmaya dirençli performans arttırılır. Oksit filmi renksiz ve şeffaftır, delikleri kapatmadan önce oksit filminin güçlü adsorpsiyonunu kullanılarak, membran deliklerinde bazı metal tuzların adsorpsiyonu ve birikmesi, profilin görünümünü (gümüş-beyaz), birçok renkten başka bir renkten başka bir şekilde gösterebilir: siyah, bronz, altın ve paslanmaz çelik rengi.


